

Miért nem sikerült a hab a WPC ajtókeret gyártósoron?
Megoldások a nem habzási probléma megoldására a WPC ajtókeret gyártásban
YongteWPC ajtókeret gyártó gépkiváló minőségű ajtókereteket készít PVC-fa kompozit anyagból habosítási technológiával. Ez a korszerű berendezés a precíz hőmérséklet-szabályozó modulokat és a speciális csavarbeállításokat egyesíti a PVC mátrix és a farostok tökéletes kombinációja érdekében. Mindeközben habosító rendszere egyenletes cellaeloszlást garantál, ami javítja a kész ajtókeretek szerkezeti szilárdságát és hőszigetelő tulajdonságait egyaránt.
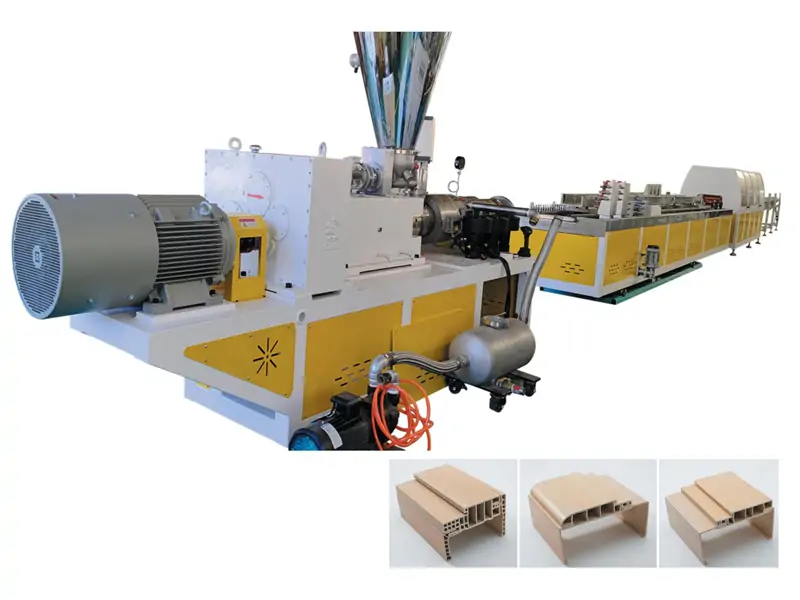
Sok üzemeltető azonban nehézségekbe ütközik a gyártás során a habképződéssel, ami túlzott súlyhoz és ennek következtében magasabb gyártási költségekhez vezet – olyan tényezők, amelyek a piac kizárásához vezethetnek. A Yongte mérnökei több éves iparági tapasztalatra támaszkodva összeállították és elemezték a következő megoldásokat a habképződés problémájának megoldására. Az alábbiakban ismertetett okok magyarázatot adnak arra, hogy a fa-műanyag ajtókeretek miért nem habznak ki az extrudálás során, és felvázolják az önvizsgálat elvégzésének lépéseit.
I. Formulációval és nyersanyagokkal kapcsolatos problémák (leggyakoribb)
1. Hibás vagy elégtelen habosítószer
· Jelenség: Nincs kitágulás a penész kilökésekor; rendkívül nagy sűrűség; kemény textúra.
Habképzőszer okai és megoldásai
|
Okok |
Megoldás |
|
Nem megfelelő adag habosítószer (AC/NC/OBSH) (normál tartomány: 0,8–1,5 kg/100 kg PVC) |
Növelje a habosítószer mennyiségét tételenként 0,2–0,3 kg-mal; fokozatosan állítsa be 1,0–1,2 kg-ra 100 kg PVC-re.
|
|
A habképző szer higroszkóposságot, csomósodást, lejáratást vagy a bomlási hatékonyság meredek csökkenését mutatja. |
Cserélje ki egy új adag habosítószert, és tárolja száraz környezetben. |
|
Az aktivátorok (például ZnO vagy ZnSt) hiánya túl magas bomlási hőmérsékletet és tökéletlen bomlást eredményez. |
Adjunk hozzá 0,1–0,3 kg ZnO-t aktivátorként, hogy csökkentsük a bomlási hőmérsékletet. |
2. Kiegyensúlyozatlan habzásszabályozó (pl. ACR vagy habzásszabályozó)
· Jelenség: vagy nem történik habzás, vagy a habzás durva sejtszerkezetet vagy sejtösszeomlást eredményez.
Habzásszabályozó és oldat alkalmazása
|
Habzás szabályozó |
Probléma bemutatása |
Megoldás |
|
Elégtelen adagolás
|
Alacsony olvadási szilárdság → A gázok felfogásának hiánya → Habzás vagy buborékszakadás hiánya |
1. Normál adagolás: 5–8 kg (ACR530) 2. Ha nem habzik: Adjon hozzá 0,5–1 rész módosítót az olvadékszilárdság növelése érdekében 3. Ha továbbra sem habzik: Csökkentse a módosítószer adagját 0,3–0,5 kg-mal az olvadék viszkozitásának csökkentése érdekében |
|
Túlzott adagolás |
Túlzott olvadékviszkozitás → Korlátozott buboréktágulás → Nagy sűrűség habzás nélkül |
1. Normál adagolás: 5–8 kg (ACR530) 2. Ha nem habzik: Adjon hozzá 0,5–1 rész módosítót az olvadékszilárdság növelése érdekében 3. Ha továbbra sem habzik: Csökkentse a módosítószer adagját 0,3–0,5 kg-mal az olvadék viszkozitásának csökkentése érdekében |
o
3. Kiegyensúlyozatlan kenőrendszer (helytelen belső/külső csúszási arány)
· Jelenség: Gyors vagy lassú lágyulás; a penész kilökődése után nem tágul; elsötétült felület.
Kenési problémák és megoldások a habosítási folyamatban
|
probléma |
Ok |
Hatás |
Megoldás |
|
Túlzott belső csúszás |
Gyors lágyulás és idő előtti habzás |
Nyomáscsökkentés a szerszámnál; szétszereléskor nincs habzás |
Csökkentse a belső csúszást és növelje a külső csúszást |
|
Túlzott külső csúszás |
Alacsony olvadékviszkozitás és rossz gázbefogás |
Habzás elmulasztása |
Tipikus kenőanyag arány: belső csúszás (sztearinsav) 0,5–0,9 kg; külső csúszás (PE viasz vagy OPE) 0,3-0,8 kg |
|
Elégtelen kenés |
Gyenge lágyítás, nagy nyomaték, egyenetlen hőmérséklet-eloszlás |
A habképző szer nem teljes lebomlása |
Növelje a belső csúszást és minimalizálja a külső csúszást |
o
4. Túl sok töltőanyag, faliszt vagy újrahasznosított anyag
· Jelenség: Túlságosan száraz anyag; gyenge olvadékáramlás; habzási nehézség.
Kitöltő probléma és megoldás
|
问题 |
解决方案 |
|
A 180-220 kg-ot meghaladó összes töltőanyag (faliszt + kalcium-karbonát) vagy az újrahasznosított anyag aránya >30-50%, túlzottan magas olvadási szilárdsághoz és rossz gáz diffúzióhoz vezet. |
Korlátozza az újrahasznosított anyagok arányát ≤30%-ra; szabályozza a teljes töltőanyag-tartalmat 150-200 kg között. |
|
Szárítatlan faliszt (nedvességtartalom >2%) → csökkent hőfelvétel, gyengébb lágyulás, és zavarja a habzást. |
Száraz falisztet 80-120°C-on 2-4 órán keresztül, hogy a nedvességtartalom <0,5% legyen. |
o
5. Elégtelen vagy rossz minőségű hőstabilizátor
· Jelenség: Helyi túlmelegedés, sárgulás, idő előtti habosítóanyag-bomlás és a penész kilökődésekor a habképződés meghiúsulása.
· Megoldások:
o • Használjon ólomsót vagy kalcium-cink stabilizátort 4,5–6 kg-nál a magas hőmérsékleti stabilitás biztosítása érdekében.
• Fontolja meg a stabilizáló rendszer újratervezését az idő előtti lebomlás és a kenési egyensúly felborulásának elkerülése érdekében.
II. Az extrudálási folyamat paraméterei (hőmérséklet / nyomás / csavarsebesség)
1. Helytelen hőmérsékleti profil (elsődleges folyamatok)
· Nem habzó tipikus hőmérsékleti problémák:
Hőmérséklet probléma és eredmény
|
Hőmérséklet probléma |
Hatás |
Eredmény |
|
A hordó hőmérséklete túl alacsony |
habképző szer nem bomlik le |
nincs habzás |
|
Túl magas elülső zóna hőmérséklet |
idő előtti habzás |
a belső szerszámnyomás elvesztése; szétszereléskor nincs kitágulás |
|
Nem megfelelő a penészüreg hőmérséklete |
túl merev olvadék |
a buborékok nem tudnak kitágulni |
· Javasolt hőmérsékleti profil (kúpos ikercsigás extruder):
o • Betáplálási zóna: 140–155°C (az idő előtti habzás elkerülése érdekében).
o • Olvadási/sűrítési zóna: 160–175°C (habképző anyag bomlási ablaka).
o • Hordó farok/karima zóna: 165–178°C.
· • Vágószerszám: 160–172°C (5–10°C-kal alacsonyabb, mint a hordó hőmérséklete).
Javasolt hőmérséklet minden zónához
|
Zónák |
Javasolt hőmérséklet (Mértékegység: °C) |
Jegyzet |
|
Takarmányzóna |
140–155 |
az idő előtti habzás megelőzésére |
|
Olvadási/sűrítési zóna |
160–175 |
habosítószer lebomlási ablak |
|
Hordó farok/karima zóna |
165–178 |
- |
|
Meghal / száj meghal |
160–172 |
5-10°C-kal alacsonyabb a hordó hőmérsékleténél |
· Kiigazítási eljárás:
1. • Először emelje meg a hőmérsékletet 5–10°C-kal, és figyelje meg, hogy beindul-e a habzás.
2. • Ha még mindig nem habzik: növelje az olvadási zóna hőmérsékletét 5–8°C-kal.
3. • Ha idő előtti habzás lép fel: csökkentse a betáplálási zóna hőmérsékletét 5–10°C-kal.
2. Csavarsebesség-adagolási eltérés
Csavarsebesség probléma és megoldás
|
Csavarsebesség probléma |
A probléma megnyilvánulása |
Megoldás |
|
Nem megfelelő csavarsebesség |
Gyenge lágyítás és hosszabb tartózkodási idő → idő előtti habzás vagy gázoldódás |
Normál működési tartomány: 18-28 ford./perc; nem habzó körülmények esetén növelje a fordulatszámot 3-5 fordulat/perccel a nyírási és lágyító teljesítmény javítása érdekében. |
|
A csavar sebessége túl magas. |
Nyírási túlmelegedés és gyors lágyulás → idő előtti habzás |
Normál működési tartomány: 18-28 ford./perc; idő előtti habzás esetén csökkentse a fordulatszámot 3-5 fordulat/perccel, hogy késleltesse a lágyulást. |
|
Az adagolási sebesség és az extrudálási sebesség nem egyezik
|
Nyomás instabilitás
|
Normál működési tartomány: 18-28 ford./perc |
o
3. Elégtelen belső nyomás
· Jelenség: Nincs kitágulás a penész kilökésekor; nagy sűrűségű.
· Okok:
o • Túl nagy szerszámhézag; elégtelen tömörítési arány; idő előtti nyomáscsökkentés.
· Megoldások:
o • Csökkentse megfelelően a szerszámrést és növelje a fejnyomást.
• Ellenőrizze a vákuumrendszer szivárgását vagy túlzott kiürítését.
III. Berendezés- és szerszámproblémák
Gépi probléma és megoldás
|
Gép probléma |
Probléma leírása |
Megoldás |
|
Extruder Csavar kopása |
Csökkentett tömörítési arány, gyenge lágyítás, alacsony nyomás |
cserélje ki vagy javítsa meg a csavart |
|
Pontatlan hőmérséklet-szabályozás |
A tényleges hőmérséklet >10°C-kal eltér a kijelzett értéktől |
hőelemek újrakalibrálása |
|
Formafutó kialakítás |
Holt zónák, anyagfelhalmozódás vagy egyenetlen hőmérséklet-eloszlás |
fényesítsd, tisztítsd és/vagy adj hozzá fűtőszalagokat |
|
Kipufogó/vákuum rendszer |
Túlzott szívás → habzó gáz eltávolítása |
csökkenti a vákuumnyomást |
IV. Gyors hibaelhárítási lépések (prioritási sorrendben)
1. Anyagcsík elemzése:
o • A tágulás teljes hiánya a forma kilökése után → elégtelen habképző, el nem bomlott habosítószer vagy túl alacsony hőmérséklet.
o • Buborékképződés a szerszám belsejében, de a formázás után nem tágul → idő előtti habzás (túlzott elülső zóna hő vagy túlzott belső csúszás).
2. Vényellenőrzés:
o • Megfelelő a habképző + aktivátor adagolása?
o • A habzásszabályozó adagja 5–8 kg-on belül van?
o • Túl nagy a belső csúszás?
o • Túl sok az újrahasznosított anyag vagy töltőanyag?
3. Egyparaméteres beállítás (egyszerre csak egy paraméter módosítása):
o 1. lépés: Növelje az olvadási zóna hőmérsékletét +5–10°C-kal; megfigyelni.
o 2. lépés: Növelje a habzásszabályozót +0,5 kg-mal.
o 3. lépés: Csökkentse a belső csúszást -0,2 kg-mal, és növelje a külső csúszást +0,2 kg-mal.
o 4. lépés: Növelje a csavar sebességét +3–5 fordulat/percsel.
4. Tesztelés és ellenőrzés:
o • Minden beállítás után stabilizálja az extrudálást 10–15 percig a mintavétel előtt.
• Értékelje a sűrűséget, a sejtszerkezetet (pórusok egyenletessége) és a felületi méretezést.
· Fa-műanyag ajtókeretek javasolt összetétele (100 kg PVC-re):
o • Habosítószer (AC): 1,0–1,2 kg + ZnO: 0,2 kg
o • Habzásszabályozó: 6–7 kg
o • Belső kenőanyag (sztearinsav): 0,6–0,8 kg
o • Külső kenőanyag (PE viasz): 0,4–0,6 kg
o • Töltőanyag (száraz alapon): 60-80 kg
o • Újrahasznosított anyag: ≤30%
Kapcsolódó hírek
- Próba, hogy kókuszhéjat készítsünk WPC teraszra
- Nagy hozamú és energiatakarékos fapor zúzó- és őrlőgép: A Yongte megfelel az európai ügyfél helyszíni teljesítményének
- Nagy teljesítményű WPC granulátor európai ügyfelek számára
- Műanyag fűrészáru extrudáló sor 50 mm-es tömör vastagságú panelekhez
- A Yongte befejezi a tömör hab WPC ajtókeret extrudálási vonalát az indiai ügyfelek számára
- A Yongte műanyag fűrészáru gép különböző formájú és méretű műanyag fűrészárut gyárthat?
Hagyj üzenetet











