

Műszaki megoldás a négyüregű műanyag profil extrudáló sor kiegyensúlyozatlan extrudálási sebességének megoldására
Műszaki megoldás a négyüregű műanyag profil extrudáló sor kiegyensúlyozatlan extrudálási sebességének megoldására
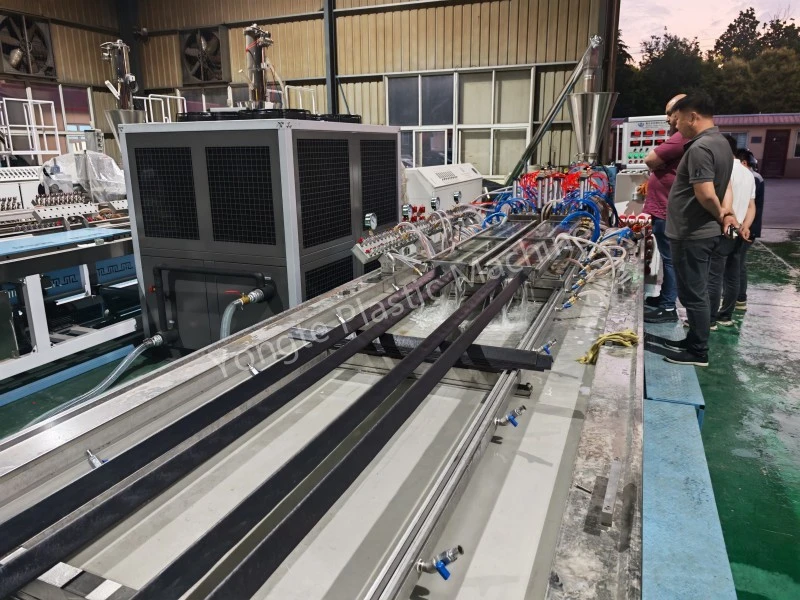
A négyüregű műanyag profil extrudálási gyártási folyamatában gyakori műszaki probléma a négy üreg közötti kiegyensúlyozatlan extrudálási sebesség. Ez a probléma közvetlenül okoz inkonzisztens termékméret-pontosságot, egyenetlen falvastagságot, hibás profilokat és csökkent termelési hozamot, ami súlyosan korlátozza a tömeggyártás stabilitását és hatékonyságát. Az ügyfelek tényleges gyártási anyagai és termékspecifikációi alapján a Yongte mérnöki csapata célzott, professzionálisan optimalizált szerszám- és támasztórendszer-tervezési sémát dolgozott ki, hogy alaposan megoldja a négyüregű profilok inkonzisztens működési sebességének problémáját, megvalósítva a négyüreges extrudáló sorok nagy pontosságú, stabil és szinkron gyártását.
1. A műszaki problémák háttere
A hagyományos integrált négyüregű extrudáló szerszámok beépített fűtési és áramlásszabályozó szerkezettel rendelkeznek. A négy üreg extrudálási sebességét olyan tényezők befolyásolják, mint az egyenetlen ömledékáramlás-eloszlás, a szerszám helyi területeinek hőmérsékleti eltérése és a feldolgozási összeszerelési hibák, ezért a négy üreg extrudálási sebessége hajlamos az inkonzisztenciára a folyamatos gyártás során. Az üregek közötti sebességeltérés a profilalakítási sebesség és a hűtési zsugorodás különbségéhez vezet, ami olyan tételminőségi hibákat eredményez, mint a vetemedés, deformáció, a tűréshatáron túli méret és a késztermékek felületének egyenetlensége, ami nem felel meg a műanyag profilok magas színvonalú gyártási követelményeinek.
2. Professzionális optimalizált tervezési séma
Az ügyfelek nyersanyag-jellemzőivel, termékszerkezeti paramétereivel és helyszíni gyártási körülményeivel kombinálva a Yongte mérnökei célzottan testreszabott tervezést végeztek a szerszámszerkezet, az áramlásszabályozás, a vontatási vágás és a segédszállító rendszer számára, a következő részletes műszaki megoldásokkal:
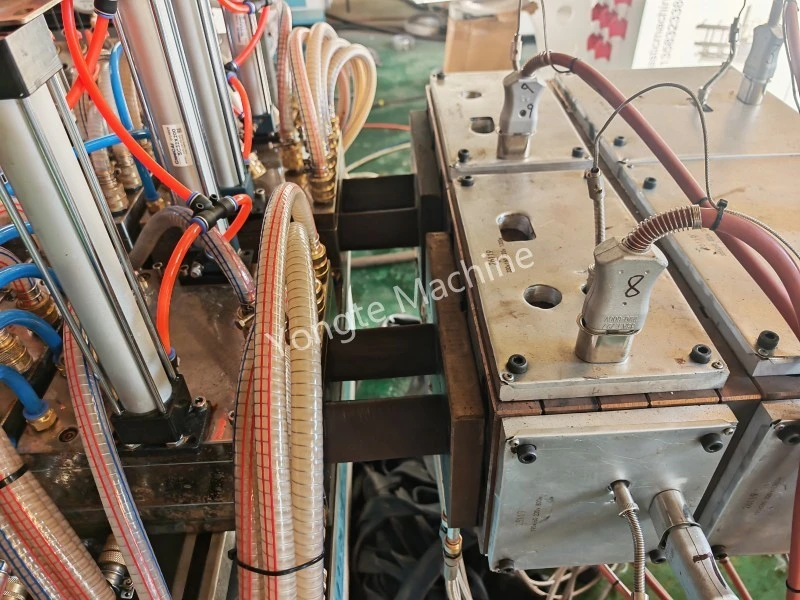
2.1 Kettős vágófejes karosszéria felépítése független hőmérséklet-szabályozással
Az eredeti beépített négyüregű szerszámtest akettős független matrica test felépítése, minden matricatest két extrudáló üreggel van felszerelve. A két szerszámtest teljesen független szerkezeti felépítésben és hőmérsékletszabályozási rendszerben. Mindegyik szerszámtest független fűtőmodullal és hőmérséklet-szabályozó egységgel van felszerelve, amely külön precíziós hőmérséklet-beállítást és állandó hőmérséklet-szabályozást valósít meg. Ez a kialakítás hatékonyan oldja meg az inkonzisztens olvadékfolyékonyság problémáját, amelyet a szerszám integrált hőmérsékleti eltérése okoz, stabilizálja az egyes üregek műanyag olvadási állapotát a forrástól számítva, és kiküszöböli a különböző szerszámtestek közötti sebességkülönbség alapvető okát.

2.2 Független áramlásszabályozási mechanizmus egyhengeres testhez
Minden független szerszámtest speciális áramlásszabályozó anyával van felszerelve. Az ugyanazon a szerszámtesten belüli két üreg apró áramlási eltérései és összeszerelési hibái miatti sebesség-eltéréseihez az áramlásszabályozó anyán keresztül az on-line finombeállítás valósítható meg. Egyetlen üreg olvadékadagoló áramlásának precíz beállításával az ugyanabban a szerszámtestben lévő két üreg extrudálási sebessége teljesen szinkronban tartható, megvalósítva az üregsebesség mikroszintű kalibrálását, és biztosítva az extrudálási teljesítmény és az azonos csoportba tartozó üregek formázási sebességének egyenletességét.
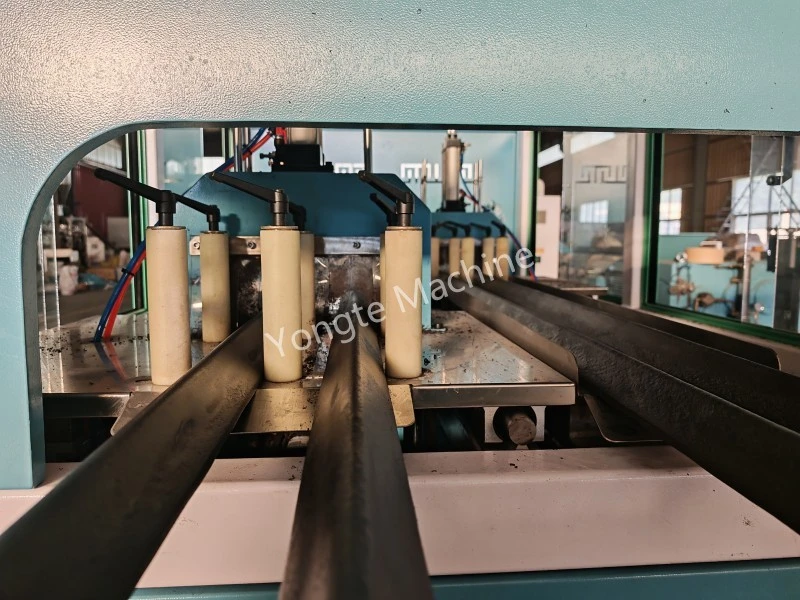
2.3 Kettős független vontatási sebességszabályozó rendszer
A független vontatási rendszerek kettős készlete úgy van konfigurálva, hogy illeszkedjen a kettős szerszámtesthez és a kettős csoportos üreg elrendezéséhez. A hagyományos, négy üreget egyidejűleg hajtó, szimpla vontatási módtól eltérően a két vontatási berendezés egymástól függetlenül, külön sebességszabályozó programokkal működik. A rendszer a két üreges profilok két csoportjának vontatási sebességét a két szerszámtest tényleges extrudálási sebességének megfelelően önállóan tudja beállítani, megvalósítva az extrudálási sebesség és a vontatási sebesség dinamikus illeszkedését, elkerülve az aszinkron vontatás okozta profilnyúlást, zsugorodást és méreteltérést, és tovább biztosítva a négy üreg általános sebesség-konzisztenciáját.

2.4 Független fix hosszúságú vágórendszer
A kétcsoportos extrudáló és vonószerkezetnek megfelelően két független vágórendszer van felszerelve a különálló, rögzített hosszúságú vágási műveletekhez. Mindegyik vágórendszer önállóan követi és igazítja a megfelelő profilcsoport futási sebességét és előtolási löketét. A független vágásvezérlési mód kiküszöböli a profilok enyhe sebességkülönbséggel történő egységes vágásából adódó vágási hibát és hossz inkonzisztenciát, biztosítja az egyes üregprofilok fix hosszúságú vágási pontosságát, és javítja a termék minősítési arányát.
2.5 Az automatikus szállító- és halmozási rendszer illeszkedése
Két független szállító és rakodó állvány van konfigurálva, amelyek pontosan illeszkednek a kettős vágórendszerekhez. A vágóberendezéssel történő fix hosszúságú vágás befejezése után a szállító és rakodó berendezés automatikusan befejezi a megfelelő profilcsoport anyagátvételi, szállítási és rakásos munkáját. A szállítórendszer szinkron és független működése elkerüli a különböző üregprofilok aszinkron sebessége által okozott anyagfelhalmozódást, extrudálást és szállítási zavart, biztosítja a teljes gyártósor zökkenőmentes és folyamatos működését, valamint automatizált és rendezett gyártást valósít meg.

3. Technikai előnyök és termelési hatások
A fenti szisztematikus testreszabott tervezés révén a műanyag profilgyártás során a négyüreges extrudálási sebesség inkonzisztens problémája teljesen megoldódott. A kétfejes független hőmérséklet-szabályozás + egycsoportos áramlási finombeállítás + kettős független vontatási és vágórendszer egy teljes láncú fordulatszám-kalibrációs és szinkronvezérlő rendszert alkot. A séma a következő jelentős előnyökkel rendelkezik: először is megvalósítja az ömledék áramlásának és hőmérsékletének forrásszabályozását, és kiküszöböli az extrudálás kezdeti sebességkülönbségét; másodszor, a sebesség dinamikus finombeállítását valósítja meg a gyártási folyamatban, hogy biztosítsa négy üreg hosszú távú szinkron működését; harmadszor, a hozzáillő automatizált segédrendszer javítja a gyártási stabilitást és a késztermékek konzisztenciáját.
A helyszíni gyártásellenőrzést követően ez az optimalizált kialakítás hatékonyan csökkenti a négyüreges profilok mérettűrését és formázási hibaarányát, javítja az extrudálósor általános gyártási stabilitását és gyártási hatékonyságát, valamint alkalmas különféle műanyag profilok hosszú távú és nagy volumenű szabványosított gyártására.

Kapcsolódó hírek
- 4 Üreges műanyag profil gyártósor szállítása Jordániába a sikeres üzembe helyezés után
- Professzionális megoldások fa-műanyag kompozit ajtófelületek sárgulására, csíkozására és rideg repedésére
- 4 Üreges újrahasznosított műanyag profil extrudáló gép 8 méter/perc nagy sebességgel
- Megoldás a WPC extruder gyártási problémáira
- Milyen anyagot lehet használni a Yongte WPC gépben?
- A hulladéktextil-újrahasznosító gyártósor sikeresen tesztelve
Hagyj üzenetet











