

Hogyan állítsuk be a WPC extruder csavarsebességét?
Hogyan állítsuk be a fa-műanyag WPC extruder csavarsebességét?
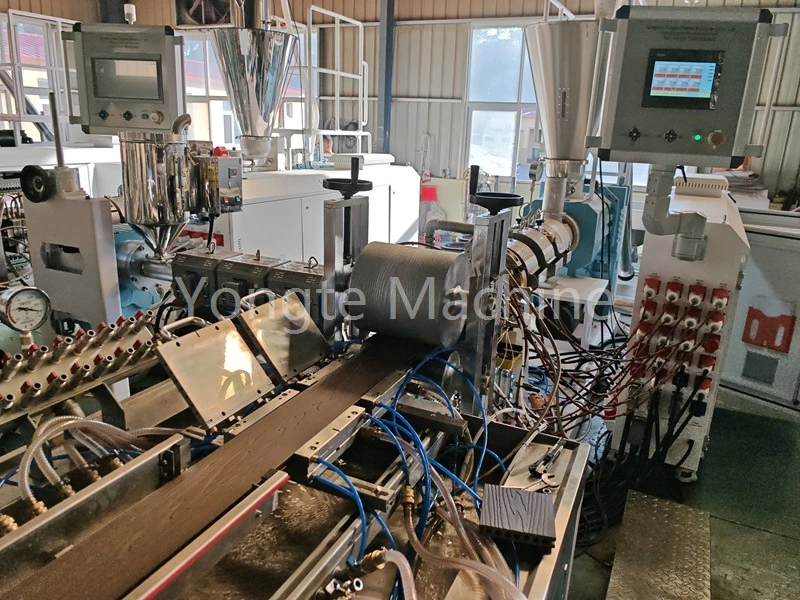
A fa-műanyag extruderek csavarsebesség-szabályozó mechanizmusa egy alapelven működik: a frekvenciaváltók pontosan szabályozzák a főmotor működési frekvenciáját, amely aztán a sebességváltón keresztül továbbítja a teljesítményt a csavar forgásának meghajtásához. A teljes működési munkafolyamatot intuitív interfészekkel tervezték a könnyű elsajátítás érdekében. Professzionális gyártókéntfa-műanyag extrudáló berendezések, A Yongte több fejlesztéssel optimalizálta az extruder kialakítását, egyszerűbbé és hatékonyabbá téve a csavarsebesség beállítását. Az alábbiakban részletezem a sebességszabályozás gyakorlati helyszíni eljárásait, a kulcsparaméter-ellenőrzési módszereket és a kritikus működési szempontokat az átfogó megértés és a biztonságos alkalmazás biztosítása érdekében.

1. Hagyományos beállítási módszer (65/132 típusú fa-műanyag extruderhez alkalmazható)
1. Állítsa be a vezérlőpult segítségével
Az eszköz vezérlőpultján keresse meg a megfelelő „Host Speed”, „Host Frequency” vagy „Screw Speed” feliratú területet.
Használja a tekerőgombot, a potenciométert vagy a digitális gombokat a panelen a sebesség beállításához beállított érték közvetlen növeléséhez vagy csökkentéséhez.
- Az általános mértékegységek általában a Hertz (Hz) vagy a fordulat/perc (r/perc), az eszköz konfigurációjától függően speciális kijelzővel.
2. A főmotor fordulatszáma és a csavar fordulatszáma közötti megfelelés
A főmotor fordulatszám-szabályozási tartománya jellemzően 0 és 1470 ford/perc között van.
A csavar tényleges forgási sebessége jellemzően 0 és 35 fordulat/perc (RPM) között van, erre példa a 65/132-es kúpos duplacsavaros modell.
A fajlagos fordulatszám a következő képlettel számítható ki: Tényleges csavarfordulatszám = Motor fordulatszám ÷ A sebességváltó reduktoráttétele.
3. Válasszon az automatikus és a kézi mód között
-Kézi mód: Közvetlenül beállít egy rögzített forgási sebesség értéket, amely alkalmas stabil gyártási szakaszokhoz az egyenletes teljesítmény fenntartása érdekében.
-Automatikus üzemmód: A rendszer automatikusan beállítja a forgási sebességet olyan paraméterek alapján, mint az adagoló adagolási körülményei és az olvadéknyomás, ami segít megelőzni a berendezés túlterhelését és optimalizálni a gyártási folyamatot.
II. A megfelelő forgási sebesség beállítása fa-műanyag gyártás során (gyakorlati tapasztalatok alapján)
- Bekapcsolási indítási fázis
Először állítsa a fő motor fordulatszámát alacsonyabb tartományba (pl. 300-600 ford/perc), és hagyja, hogy a berendezés üresen járjon. Szorosan figyelje a főmotor áramát, a berendezés működési zaját és a kezdeti kisülési állapotot. Csak a rendellenességek hiányának megerősítése után szabad fokozatosan, lassan növelni a sebességet.
Referencia tartomány normál szállításhoz
-PVC alapú fa-műanyag kompozitok (pl. padlóburkolatok, falpanelek): Javasoljuk, hogy a fordulatszámot 12-25 fordulat/perc között tartsuk.
-PE vagy PP alapú fa-műanyag kompozitok: Magas fapor tartalom vagy jelentős töltőanyag terhelés esetén a forgási sebességet percenként 10-20 fordulattal kell szabályozni a megfelelő lágyítás érdekében.
A beállítás során követendő elvek
Győződjön meg arról, hogy a főmotor üzemi árama nem haladja meg a névleges kalibrációs értékét.
- Az extrudált anyagnak meg kell felelnie az egyenletes lágyítás minőségi követelményeinek, a perzselő elszíneződés hiánya, valamint a buborékok vagy pórusok hiánya.
A jelentős ingadozások elkerülése érdekében tartson stabil olvadéknyomás-leolvasást.
A beállítás során kerülje a forgási sebesség jelentős ugrását. Az ajánlott finomhangolási tartománynak beállításonként ±2 és 5 Hz között kell lennie.

III. Gyakori problémák és szabályozási válaszadási módszereik
-Ha elszenesedik vagy sárgul az anyag kiürítése → A csavar fordulatszámát megfelelően csökkenteni kell.
- Ha az anyag gyengén lágyul, látható, meg nem olvadt részecskékkel, akkor a forgási sebesség kis mértékben növelhető, miközben a melegítési hőmérsékletet megfelelően emeljük.
-Ha a főmotor árama túllépi a határértéket és riasztást vált ki, azonnal csökkentse a fordulatszámot, és ellenőrizze, hogy nem túl nagy-e az adagolás, vagy nincs-e mechanikai ellenállás.
-Instabil méretek vagy lemezek vagy profilok minősége esetén → A forgási sebesség beállítását rögzíteni kell, hogy elkerülje a folyamatparaméterek gyakori változásait.
IV. Rövid összefoglaló
A csavar fordulatszámának szabályozása alapvetően magában foglalja a fő motor fordulatszámának vagy frekvenciájának a vezérlőpanelen keresztüli beállítását. A fa-műanyag gyártás során döntő fontosságú, hogy kerüljük a túl nagy sebesség beállítását. A csavar fordulatszámának stabil, 15-28 fordulat/perc (RPM) tartományban tartása a legtöbb esetben optimális egyensúlyt biztosít a termelési hatékonyság és a termékminőség között, így ez a leggyakrabban alkalmazott és megbízható működési megközelítés.
Kapcsolódó hírek
- Megoldás a WPC extruder gyártási problémáira
- Milyen anyagot lehet használni a Yongte WPC gépben?
- A hulladéktextil-újrahasznosító gyártósor sikeresen tesztelve
- Beltéri WPC és kültéri WPC összehasonlítása
- Elfogadási próbaüzenet a ruhahulladék újrahasznosítására és újrahasznosítására vonatkozó projektfelszerelésekhez
- Yongte cementzacskó újrahasznosítási megoldása: A hulladékból kiváló minőségű műanyag kerítésoszlopokat
Hagyj üzenetet











